Practical UV Testing Guide
Sunlight exposure can have harmful impacts on carbon-based
materials such as coatings, polymers, textiles, and many others.
Learn more about our in-laboratory UV testing process in this guide.

UV testing services and accelerated aging testing offered at Micom Laboratories.
UV sun exposure can be done through direct exposure (i.e. outdoor exposure) or the impact of sun exposure through glass (i.e. indoor exposure). There are many test methods and two main practices for accelerated ultraviolet testing. Among others, Micom offers UV testing services to the following test methods and practices as well as many others:
For a more elaborate list of available test methods, please see: Test methods requiring the use of a QUV and Test methods requiring the use of a Xenon Arc Tester.
The ultimate goal is of UV testing is to “compress time” so that we know how a product will react to sunlight as it gets exposed more and more. To do so, we want to simulate the sun on an accelerated basis; this process is called “Accelerated weathering”. Just like for any other accelerated aging process, the goal is to have the best simulation possible with the fastest aging rate possible while not inducing reactions that would not occur under normal exposure conditions.
The two prevalent UV aging type of equipment used nowadays are: Xenon arc and Fluorescent light. Each technique has pros and cons and each of them can also be used with a broad variety of test conditions that can drastically change the test outcome. Xenon arc testing is mainly used to assess color/appearance changes over time as a result of indoor/outdoor exposure to UV light either directly from the sun or through glass (indoor conditions).
There is no fixed algorithm that allows us to predict accurately what is the actual aging rate also called “time compression factor ”. However, with Xenon arc, reasonable assumptions can be made to at least approximate orders of magnitude. For more information on time compression factor and the test parameters required see:
Fluorescent light accelerated weathering testing is mainly used to assess mechanical properties retention through exposure. This technique is used for comparison/certification purposes. However, scientific literature is clear that this technique, despite its uses, is a poor time predictor. For more information on this test method please see: ASTM G-154.
Micom also offers UVc exposure for surfaces used in healthcare environments. UVc exposure is often used as a sanitation process in healthcare environments.
What is of interest to most of our customers requiring UV testing is not so much how the exposed samples look upon test completion as much as how different from the unexposed sample they look.
Typically gloss and color measurements a taken at different exposure intervals until the total planned exposure duration is completed. In some cases, even if the color and gloss are the same we can see significant discrepancies between samples exposed at different time intervals. This can be explained by the fact that the human eye sees more than gloss and color.
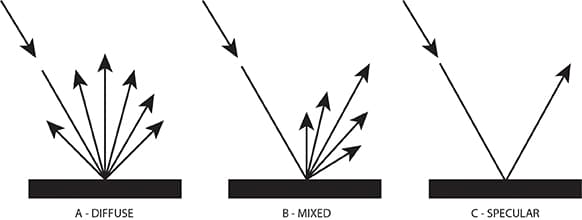
There are three types of reflections; specular, scattered, diffused. A good example of a high specular reflection object would be a mirror or a perfectly polished metal. Scattered reflection: most materials fall into that category; most of the light is reflected in the specular angle but surface defects will scatter the light creating a bell curve deflection. The bell curve shape will depend on the micro-topography of the surface. A good example of diffuse reflection would be white paper.
Sunlight exposure can have harmful impacts on carbon-based
materials such as coatings, polymers, textiles, and many others.
Learn more about our in-laboratory UV testing process in this guide.

Standard Gloss meters (ASTM D523) measures the « shininess » / Brightness (quantity of the light directly reflected from the surface). However, in comparing gloss measurements with what our eye sees, it is important to be aware that the human eye evaluates much more than the shininess of the surface. Simply put; two products with a similar gloss can look very different.
This is explained by the fact that whereas a gloss meter can only measure the specular reflection at a specific angle, the eye can see the light scattering as well i.e. a diffuse reflection.Nowadays, equipment with light sensor arrays can take measurements that mimic the light reflection on the human eyes cones. These new sensors allow us to measure additional parameters:
Haze is produced by imperfections/irregularities on the surface that affect the light distribution around the specular angle. Haze is sometimes called « gloss haze » as both are related. Haze is actually the sum of the gloss around the specular angle (-3° to -1 ° and +1 ° to +3 °) and is sometimes compared to « turbidity ».
DOI (Distinctness Of Image) measures how clearly an image appears on a reflective surface. A low DOI indicates image distorsion amd a perfect mirror has a DOI of 100.
RIQ Reflected Image Quality is an improved version of the DOI. It provides a better response to orange peel effects on a wider range of materials and textures.
Rspec is the Peak Specular Reflectance at ± 0.0991° around the specular angle. This very precise measurement quantifies the surface texture as any wave or ripple on the surface will create light diffraction and therefore affect the «light response ». For a perfectly smooth surface, the RSpec value will be equal to the gloss value.
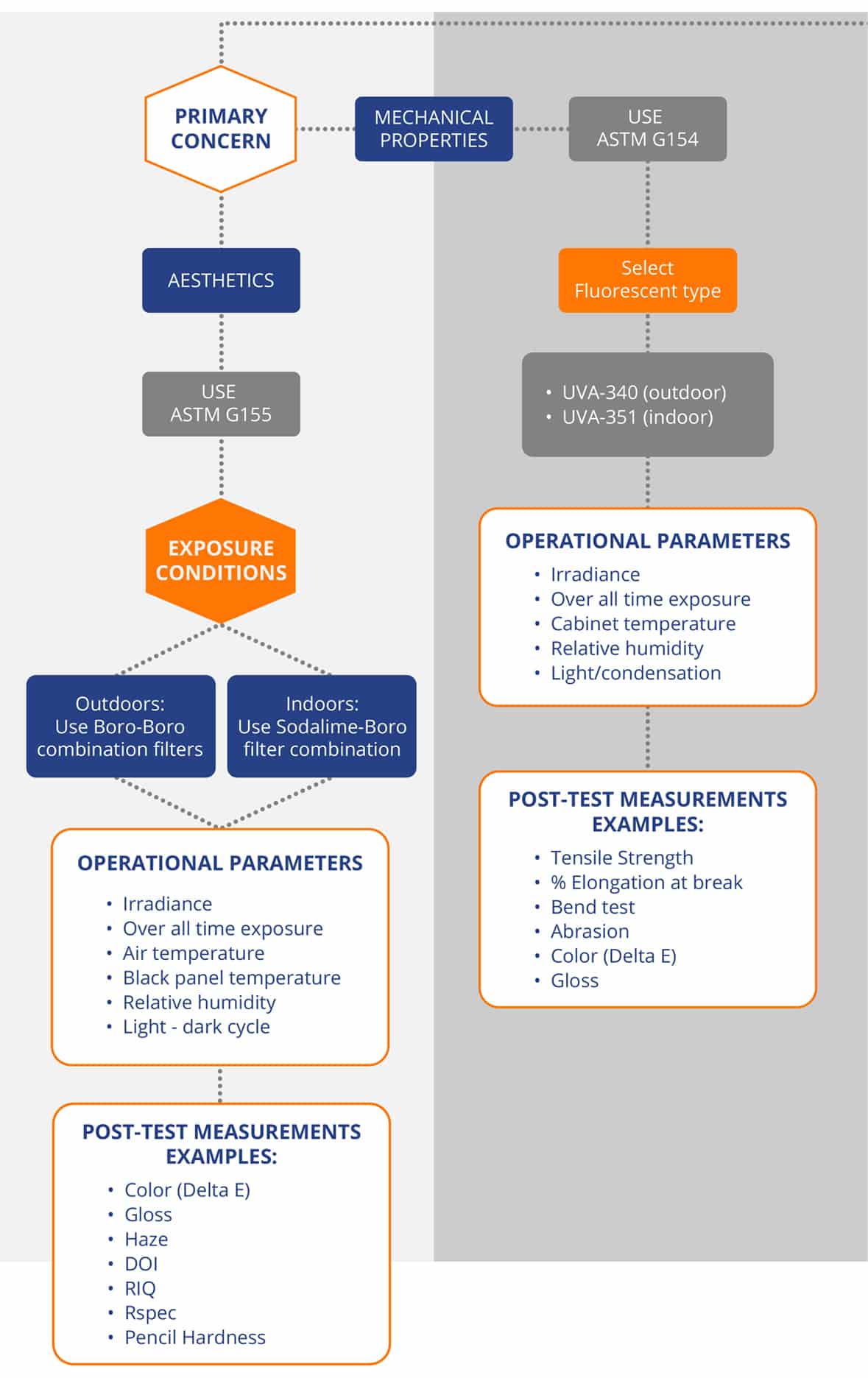
UV testing is often required on carbon-based materials and coatings as they react with UV radiations to which they are exposed either because of sunlight or artificial light exposure. UV aging can cause a wide range of damage from color fading to depletion of material resistance depending on the radiation source, the intensity and other contributing environmental factors. Important factors to consider for getting the right answers while requiring UV testing are:
The following infographic and decision tree will help you understand when to choose ASTM G154 and when to choose ASTM G155 UV tests.
 Should you need help, our experts will be happy to recommend the proper test conditions: contact us.
Should you need help, our experts will be happy to recommend the proper test conditions: contact us.
For additional test methods related to UV testing please consult our resources on Plastics, Surface coatings or ASTM Testing.
We also invite you to download our PDF on the true color measurement: What is the difference between the “true” color of an item and its “perceived” color (by the human eye)?
Here are 10 most frequently asked questions about UV Testing:
For decades, weathering experts have tried to find that magic number, but there is no such magic number. No matter how the question is formulated, the answer is always the same: “It depends!” It depends for one simple reason: Mother Nature is not as reliable as lab equipment! Read more.
There are 3 main kinds of machines available: Carbon Arc, Xenon Arc and Fluorescent UV testers. Carbon Arc is the oldest technology (developed in the 1930’s) for accelerated aging and is now regarded as inaccurate and outdated. Read more.
Xenon Arc tester is the best sun simulator available today. By using the right combination of filters we can simulate sunlight very precisely (wavelength range and relative amplitude of each wavelength) for either outdoor or indoor conditions. Read more.
There is no correlation between the 2 types of exposures because they have different emission spectrums and ambient parameters (i.e.: one has condensation cycles, simulating dew, the other one has rain cycles). Read more.
Carbon Arc testers were introduced in the 1930’s, they were the best available sun simulators at the time. Carbon Arc testers were pioneers in the technology of accelerated aging. That technology is still called up in some standards even though there is nowadays a much better technology: Xenon Arc. Read more.
There is no correlation between the 2 types of exposures because they have different emission spectrums. Furthermore, Carbon Arc emission spectrum is a poor simulation of the sun spectrum because of 2 major mismatches. Read more.
L*.a*.b*. coordinates refer to the coordinates of the color in the CIELAB 76 sphere. It is actually a three-dimensional space where the L* axis represents the “lightness” of the color (Black to white), a* is the green-red axis and b* is the blue-yellow axis. Read more.
SCI (Specular Component Included) measures the true color of an item, ALL the reflected light is captured, regardless of the reflection angle (specular, scattered or diffuse). Read more.
Aging is usually a non-linear process, therefore we suggest the following intervals in order to catch early failures or changes. Read more.
In the Testing Industry, a sample is a type of product and a specimen is an individual unit. In other words, specimens are identical “items” and samples are different “items”. Read more.
We invite you to learn more about five other most frequently asked questions about UV Testing.
UV testing services and accelerated aging testing offered at Micom Laboratories.
UV sun exposure can be done through direct exposure (i.e. outdoor exposure) or the impact of sun exposure through glass (i.e. indoor exposure). There are many test methods and two main practices for accelerated ultraviolet testing. Among others, Micom offers UV testing services to the following test methods and practices as well as many others:
For a more elaborate list of available test methods, please see: Test methods requiring the use of a QUV and Test methods requiring the use of a Xenon Arc Tester.
The ultimate goal is of UV testing is to “compress time” so that we know how a product will react to sunlight as it gets exposed more and more. To do so, we want to simulate the sun on an accelerated basis; this process is called “Accelerated weathering”. Just like for any other accelerated aging process, the goal is to have the best simulation possible with the fastest aging rate possible while not inducing reactions that would not occur under normal exposure conditions.
The two prevalent UV aging type of equipment used nowadays are: Xenon arc and Fluorescent light. Each technique has pros and cons and each of them can also be used with a broad variety of test conditions that can drastically change the test outcome. Xenon arc testing is mainly used to assess color/appearance changes over time as a result of indoor/outdoor exposure to UV light either directly from the sun or through glass (indoor conditions).
There is no fixed algorithm that allows us to predict accurately what is the actual aging rate also called “time compression factor ”. However, with Xenon arc, reasonable assumptions can be made to at least approximate orders of magnitude. For more information on time compression factor and the test parameters required see:
Fluorescent light accelerated weathering testing is mainly used to assess mechanical properties retention through exposure. This technique is used for comparison/certification purposes. However, scientific literature is clear that this technique, despite its uses, is a poor time predictor. For more information on this test method please see: ASTM G-154.
Micom also offers UVc exposure for surfaces used in healthcare environments. UVc exposure is often used as a sanitation process in healthcare environments.
What is of interest to most of our customers requiring UV testing is not so much how the exposed samples look upon test completion as much as how different from the unexposed sample they look.
Typically gloss and color measurements a taken at different exposure intervals until the total planned exposure duration is completed. In some cases, even if the color and gloss are the same we can see significant discrepancies between samples exposed at different time intervals. This can be explained by the fact that the human eye sees more than gloss and color.
There are three types of reflections; specular, scattered, diffused. A good example of a high specular reflection object would be a mirror or a perfectly polished metal. Scattered reflection: most materials fall into that category; most of the light is reflected in the specular angle but surface defects will scatter the light creating a bell curve deflection. The bell curve shape will depend on the micro-topography of the surface. A good example of diffuse reflection would be white paper.
Sunlight exposure can have harmful impacts on carbon-based
materials such as coatings, polymers, textiles, and many others.
Learn more about our in-laboratory UV testing process in this guide.
Standard Gloss meters (ASTM D523) measures the « shininess » / Brightness (quantity of the light directly reflected from the surface). However, in comparing gloss measurements with what our eye sees, it is important to be aware that the human eye evaluates much more than the shininess of the surface. Simply put; two products with a similar gloss can look very different.
This is explained by the fact that whereas a gloss meter can only measure the specular reflection at a specific angle, the eye can see the light scattering as well i.e. a diffuse reflection.Nowadays, equipment with light sensor arrays can take measurements that mimic the light reflection on the human eyes cones. These new sensors allow us to measure additional parameters:
Haze is produced by imperfections/irregularities on the surface that affect the light distribution around the specular angle. Haze is sometimes called « gloss haze » as both are related. Haze is actually the sum of the gloss around the specular angle (-3° to -1 ° and +1 ° to +3 °) and is sometimes compared to « turbidity ».
DOI (Distinctness Of Image) measures how clearly an image appears on a reflective surface. A low DOI indicates image distorsion amd a perfect mirror has a DOI of 100.
RIQ Reflected Image Quality is an improved version of the DOI. It provides a better response to orange peel effects on a wider range of materials and textures.
Rspec is the Peak Specular Reflectance at ± 0.0991° around the specular angle. This very precise measurement quantifies the surface texture as any wave or ripple on the surface will create light diffraction and therefore affect the «light response ». For a perfectly smooth surface, the RSpec value will be equal to the gloss value.
UV testing is often required on carbon-based materials and coatings as they react with UV radiations to which they are exposed either because of sunlight or artificial light exposure. UV aging can cause a wide range of damage from color fading to depletion of material resistance depending on the radiation source, the intensity and other contributing environmental factors. Important factors to consider for getting the right answers while requiring UV testing are:
The following infographic and decision tree will help you understand when to choose ASTM G154 and when to choose ASTM G155 UV tests.
Should you need help, our experts will be happy to recommend the proper test conditions: contact us.
For additional test methods related to UV testing please consult our resources on Plastics, Surface coatings or ASTM Testing.
We also invite you to download our PDF on the true color measurement: What is the difference between the “true” color of an item and its “perceived” color (by the human eye)?
Here are 10 most frequently asked questions about UV Testing:
For decades, weathering experts have tried to find that magic number, but there is no such magic number. No matter how the question is formulated, the answer is always the same: “It depends!” It depends for one simple reason: Mother Nature is not as reliable as lab equipment! Read more.
There are 3 main kinds of machines available: Carbon Arc, Xenon Arc and Fluorescent UV testers. Carbon Arc is the oldest technology (developed in the 1930’s) for accelerated aging and is now regarded as inaccurate and outdated. Read more.
Xenon Arc tester is the best sun simulator available today. By using the right combination of filters we can simulate sunlight very precisely (wavelength range and relative amplitude of each wavelength) for either outdoor or indoor conditions. Read more.
There is no correlation between the 2 types of exposures because they have different emission spectrums and ambient parameters (i.e.: one has condensation cycles, simulating dew, the other one has rain cycles). Read more.
Carbon Arc testers were introduced in the 1930’s, they were the best available sun simulators at the time. Carbon Arc testers were pioneers in the technology of accelerated aging. That technology is still called up in some standards even though there is nowadays a much better technology: Xenon Arc. Read more.
There is no correlation between the 2 types of exposures because they have different emission spectrums. Furthermore, Carbon Arc emission spectrum is a poor simulation of the sun spectrum because of 2 major mismatches. Read more.
L*.a*.b*. coordinates refer to the coordinates of the color in the CIELAB 76 sphere. It is actually a three-dimensional space where the L* axis represents the “lightness” of the color (Black to white), a* is the green-red axis and b* is the blue-yellow axis. Read more.
SCI (Specular Component Included) measures the true color of an item, ALL the reflected light is captured, regardless of the reflection angle (specular, scattered or diffuse). Read more.
Aging is usually a non-linear process, therefore we suggest the following intervals in order to catch early failures or changes. Read more.
In the Testing Industry, a sample is a type of product and a specimen is an individual unit. In other words, specimens are identical “items” and samples are different “items”. Read more.
We invite you to learn more about five other most frequently asked questions about UV Testing.
 A free eBook to help you better safeguard your products from UV damage.
A free eBook to help you better safeguard your products from UV damage.
Discover the methods and principles of UV testing, and learn how to test your
product for potential harmful effects of UV light.
Get Your Free Copy